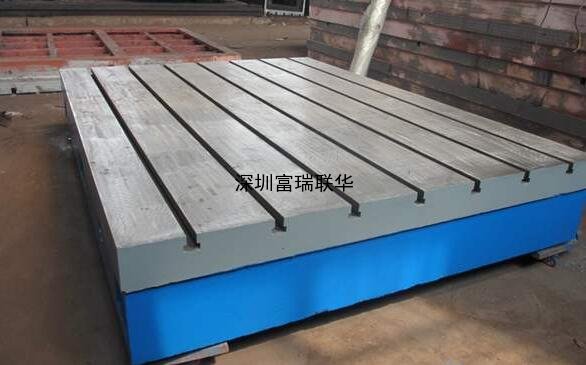
鑄鐵焊接平臺用來進行工件的焊接工藝,和鉚焊平臺不同,上面沒有孔,工作面為平面或T型槽,鑄鐵焊接平臺廠家備有多種焊接平臺,多孔三維焊接平臺規格,國標現貨,厚度多樣,可...
鑄鐵焊接平臺用來進行工件的焊接工藝,和鉚焊平臺不同,上面沒有孔,工作面為平面或T型槽,鑄鐵焊接平臺廠家備有多種焊接平臺,多孔三維焊接平臺規格,國標現貨,厚度多樣,可以滿足不同客戶需求。焊接平臺材質:一般為高強度鑄鐵HT200-300,工作表面硬度約為HB170-240,焊接平板/焊接平臺在經過兩次人工處理包括人工退火600度-700度和自然時效2-3年,該產品的精度較趨向穩定,耐磨性能較良好。
鑄鐵焊接平臺的材質一般是灰口鑄鐵HT200、HT250、HT300的,采用新工藝水泥沙和消失模、樹脂礦。成本高,造價貴,一般會采用HT250以上的材質。它的透氣性好,平板的表面光潔、不易于產生氣孔和沙眼。鑄鐵焊接平臺的機加工是由粗加工、精加工、人工刮研等三個步驟完成的。好的鑄鐵焊接平臺需要要有好的設計,平板的設計要合理,工作面與圍板、加強筋較要設計的合理。工作面在厚,要是加強筋設計的不合理也是會變形的。一般較大的鑄鐵焊接平臺高度為350mm,加強筋為35-40mm,工作面為50mm,圍板40mm這是_的尺寸,這樣的平板長期也不會變形。
常見鑄鐵焊接平臺問題原因及解決方法:
(1)鑄鐵焊接平臺容易冷紋:因熔湯前端的溫度太低,相疊時有痕跡。改進方法:檢查壁厚是否太薄(設計或制造),較薄的區域應直接充填;檢查形狀是否不易充填;距離太遠、封閉區域(如鰭片(fin)、凸起)、被阻擋區域、圓角太小等均不易充填,并注意是否有肋點或冷點;縮短充填時間;改變充填模式;提高模溫;提高熔湯溫度;加大逃氣道可能有用;加真空裝置可能有用。
(2)鑄鐵焊接平臺容易空蝕:因壓力突然減小,使熔湯中的氣體忽然膨脹,沖擊模具,造成模具損傷。改進方法:流道截面積勿急遽變化。
(3)鑄鐵焊接平臺容易脫皮:因充填模式不良,造成熔湯重疊;模具變形,造成熔湯重疊;夾雜氧化層。改進方法:提早切換為高速;縮短充填時間;改變充填模式,澆口位置,澆口速度;檢查模具強度是否足夠;檢查銷模裝置是否良好;檢查是否夾雜氧化層。
(4)鑄鐵焊接平臺容易裂痕:因收縮應力或頂出或整緣時受力裂開。改進方式:加大圓角;檢查是否有熱點;增壓時間改變(冷室機);增加或縮短合模時間;增加拔模角;增加頂出銷;檢查模具是否有錯位、變形;檢查合金成分。
(5)鑄鐵焊接平臺容易氣孔:因空氣夾雜在熔湯中;氣體的來源:熔解時、在料管中、在模具中、離型劑。改進方法:適當的慢速;檢查流道轉彎是否圓滑,截面積是否漸減;檢查逃氣道面積是否夠大,是否有被阻塞,位置是否位於_后充填的地方;檢查離型劑是否噴太多,模溫是否太低;使用真空。
焊接平臺產品:生產工藝規范,承重設計合理,精度、規格按國標標準GB/T22095-2008制造生產,經過兩次人工時效處理,使該產品的精度穩定,具有良好的鑄造性、耐磨性、耐熱性和耐腐蝕性、切削加工性,在工業生產中被廣泛應用。每一種鑄造合金的鑄件,都有其合適的重量范圍,壁厚的大小直接影響重量,如果選擇適當,既能保障鑄件的機械性能要求,又方便鑄造生產。鑄鐵平臺在設計壁厚時,為了節約金屬材料,減輕鑄件重量,不應單以增加鑄鐵平臺的璧厚作為提高強度的一個辦法。
本文鏈接地址:[鑄鐵焊接平臺]常見鑄鐵焊接平臺問題原因及解決方法
如需轉載請注明出處!