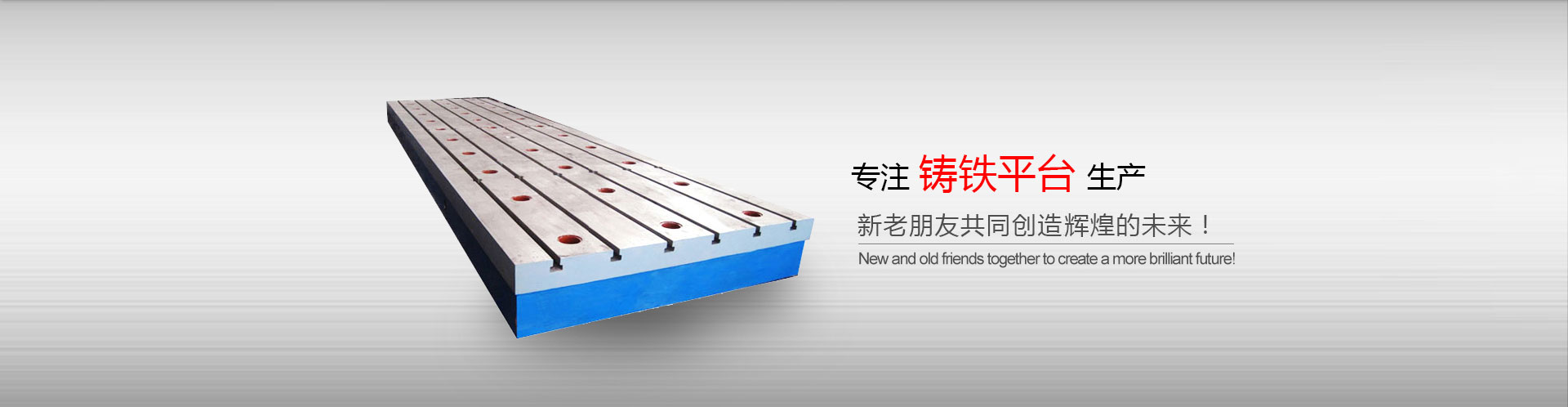
高精度鑄鐵平臺按GB/4986-85的標準制造,產品制成筋板式和箱體式,工作有長方形,材料HT200,工作面采用刮研工藝,工作面上可加V型、T型、U型槽和圓孔、長孔等。平板是用于工件檢測...
高精度鑄鐵平臺按GB/4986-85的標準制造,產品制成筋板式和箱體式,工作有長方形,材料HT200,工作面采用刮研工藝,工作面上可加V型、T型、U型槽和圓孔、長孔等。平板是用于工件檢測或劃線的平面基準器具。平板安裝應調至水平、負荷均分布于各支點上,環境溫度(20± 5℃ )使用時應避免振動。

高精度鑄鐵平臺用途:用于機械、發動機的動力實驗,設備調試,具有較好的平面穩定性和韌性,表面帶有T型槽,可以用來固定實驗設備。
高精度鑄鐵平臺又叫鑄鐵平板,一定要有準確的平面度,要想有準確的平面度具備以下幾個條件:
一、厚度要求:主要包括平臺上工作面厚度,側圍厚度和高度,以及底面筋板的厚度、高度和密度。
二、材質要求:球墨鑄鐵、高強度鑄鐵HT200-300,硬度:HB170-240。
三、人工退火:在回火窯經過600-700度高溫退火時效處理。
四、自然時效:按標準應該是2-3年自然時效,由于此工序時間太長,企業受資金周轉影響已不可能等待那么長時間,多以激振器通過振動時效代替。雖然這種工藝的效果尚未明確,已普遍使用。
五、沙眼與氣孔:0級與1級平臺不允許有氣孔與沙眼,2級和3級可以用與平臺同材質固體填充氣孔沙眼。注意:填充物的的硬度一定要低于平臺本身的硬度。
六、鏟刮工藝:人工鏟刮在高精度鑄鐵平臺(鑄鐵平板)加工過程中是重要的工藝,它決定了高精度鑄鐵平臺(鑄鐵平板)的平面度誤差大小,以及工作面的可接觸點數。
七、清砂與涂漆:平臺底面清砂要徹底,干凈且噴涂紅色防銹漆。側面要平整后再涂漆,一般涂籃漆或綠漆。
八、包裝要求:主要是木質包裝,盡量選用厚質木材覆蓋平臺上工作面,需要做全封閉包裝。包裝前平臺工作面防銹措施一定要做好。
九、運輸要求:在平臺裝車后,檢查是否有懸空,如有懸空要墊實,避免振動。平臺不要摞放過高以免擠壓變形。
十、配件選擇:主要是支架選擇,支架用材為壁厚1.5-2mm的方鋼和角鐵,焊接密度和結構要合理,調節螺栓要旋轉通暢。
十一、安裝調試:一般先用用框式水平儀調平,在用光學合像水平儀或電子合像水平儀再進行一次平面度誤差測量,如有問題可要求平臺生產商來現場鏟刮修復。
十二、正確使用:高精度鑄鐵平臺(鑄鐵平板)在調試完成后即可使用,室溫控制在20±5℃使,在臺面上檢測工件要輕放輕挪,不要集中使用一個區域,盡量均勻使用整個高精度鑄鐵平臺的有效面積。
高精度鑄鐵平臺的鑄造工藝
落砂:高精度鑄鐵平臺鑄件毛坡要經過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時間過短,會發生表面激冷而使硬度較高造成切削困難。高精度鑄鐵平臺鑄件較大時可能會產生熱裂、高精度鑄鐵平臺鑄件內應力較大,易造成變形而影響T型槽裝配焊接平臺鑄件外形尺寸。
清砂:要獲得表面光潔度好的高精度鑄鐵平臺鑄件,小規格毛坯鑄件可以通過清理滾筒去除表面的砂子。大規格高精度鑄鐵平臺毛坡鑄件進行拋丸處理去除表面的砂子。非加工表面的粘砂清理干凈,以防止在裝入成品內運動時脫落后進入軸承室內,對軸承的使用造成不良影響。
時效處理:一般的高精度鑄鐵平臺鑄件都要進行時效處理,以減小T型槽裝配焊接平臺鑄件內應力獲得良好的性能。
檢驗過程的控制:通過檢驗反應高精度鑄鐵平臺鑄件的缺陷,查找并分析原因,及時采取措施,以減少量具鑄件缺陷的產生。
本文鏈接地址:[武漢鑄鐵平臺]武漢鑄鐵平臺平面度具備哪些條件?
如需轉載請注明出處!